Nodular Cast Iron (Nodular Cast Iron) is a metal material with excellent mechanical properties. It is obtained by adding a spheroidizing agent and an inoculant to the molten iron to make the graphite nucleate and grow. In the 1940s, modern ductile iron was first researched by KDMillis, a young scientific researcher at INCO. Ductile iron has unique advantages in mechanical properties, physical properties, process performance and performance. It has simple production process and low cost. It is widely used in machinery, metallurgy, mining, textile, automobile and shipbuilding.
Slag inclusion is the most common defect in the production of ductile iron, which occurs in the upper plane of the cast part of the casting or the upper surface of the core. The slag inclusion defects seriously affect the mechanical properties of the casting, especially the toughness and yield strength, resulting in leakage at the pressure receiving part.
A kind of power generation equipment castings produced by the author's unit often have casting slag defects and are scrapped in the early stage, and the defects have been improved.
1. Original process and defect status
The weight of the casting is 4500 kg, the material is QT400-18, and the furan resin is self-hardening sand. It is smelted by 15t/h power frequency electric furnace. The chemical composition is: wC=3.5%~3.7%, wS=2.2%~2.7%, wMn=0.3%~0.47%, wP≤0.06%, wS≤0.2%, pouring temperature is 1350~1380 °C. The pouring system adopts a semi-closed, cross-flow annular injection process on the parting surface. The inner runner is 4 φ35mm ceramic tubes, the sprue is φ80mm, and the cross section of the runner is 70/80mm×100mm. The ratio is: F straight: F transverse: F = 1: 2.99: 0.77, the process scheme is shown in Figure 1. The casting defects designed in this way are mainly slag inclusions, the position is on the back of the flange and the upper surface of the bearing, the shape is irregular, there is no metallic luster, and it is detected by permeate or magnetic powder, sometimes it can be found with the naked eye, as shown in Fig. 2.

Figure 1 Process plan
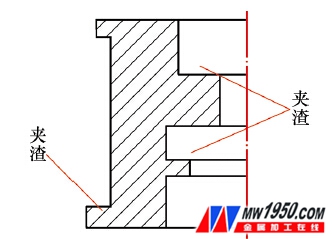
Figure 2 Distribution of slag inclusion defects
2. Analysis of the cause of the defect
(1) After the smelting or spheroidizing treatment, the added flux and the formed slag are injected into the cavity along with the molten metal at the time of casting.
(2) The secondary oxidation of magnesium, rare earth, silicon, manganese, iron, etc. during the casting process, the resulting metal oxides and sulfides, free graphite, etc. floating up to the upper surface of the casting or dead corners and sand cores retained in the casting Lower surface, etc.
In the original process, the casting head of the casting is 2.5m. After the molten iron enters the casting system from the pouring cup, it directly returns from the bottom of the gate to the bottom flange. The inflow velocity is large, about 0.7m/s, and enters the cavity. The turbulent flow of molten iron is severe and the gas is severely gas-filled, so a large amount of slag appears on the surface of the casting, resulting in a product rejection rate of more than 10%.
(3) Since the sulfur content is too high, the molten metal contains a large amount of sulfide, and after casting, slag is formed inside the casting.
(4) Chemical reaction between each component (carbon, manganese, sulfur, silicon, aluminum, titanium) in the molten metal or between these components and nitrogen and oxygen, and its oxide and lining, lining, sand wall or coating An interfacial reaction occurs to form a slag.
3. Improvement plan
(1) Raw materials are sorted during smelting to ensure dryness, cleanliness and no rust.
(2) Increasing the temperature of the molten iron and the temperature of the spheroidizing treatment, and fully baking the ladle.
(3) The molten metal should be allowed to stand in the ladle for a period of time to facilitate the slag floating.
(4) Reduce the sulfur content of the original iron liquid, and reduce the residual magnesium content of the ductile iron as much as possible while ensuring spheroidization.
(5) Improvement of the gating system. In order to ensure the smooth and smooth flow of molten iron in the process of filling the cavity, the pouring system is improved according to the theory of large hole outflow, as shown in Fig. 3. With an open gating system, the inflow velocity is reduced by increasing the inflow section. The castings are dispersed into the flow as a whole, and the filling is fast, ensuring that the pouring cup and the sprue are filled in time.
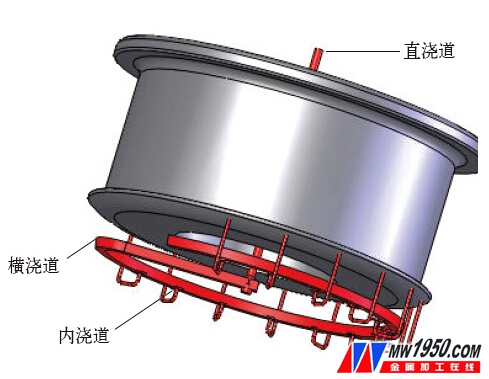
Figure 3 Improved gating system
The casting has a weight of 4500 kg and a casting weight of 6000 kg. The casting time calculated according to the relevant formula is 60 s, and the flow intercepting cross-sectional area is 52 cm 2 , that is, the designed sprue cross-sectional area of the open casting system is 52 cm 2 . According to the standard ceramic tube, the ceramic tube of φ80mm is selected, and the cross-sectional area is 50.24cm2. According to the ratio of the recommended pouring system, the cross-sectional shape of the designed runner is rectangular (9cm×6cm), the area is 108cm2, and the gate is 13 φ35mm ceramic tubes with a cross-sectional area of 125cm2, the final cross-section ratio is F: F transverse: F = 1: 2.15: 2.49.
According to the above calculated parameters, the inflow velocity is calculated to be 0.28 m/s, and the inflow velocity is greatly reduced, which is 40% of the original process inflow velocity. The filling is smooth, avoiding turbulence, greatly reducing the chance of secondary oxidation of the molten iron, thereby reducing slag inclusion defects.
4. Improved verification
By adopting the above measures, 15 pieces are continuously produced, and the castings have no slag inclusion defects on the upper surface of the flange and the bearing, which is improved and effective. Similar methods are used on other products and have significant effects.
5 Conclusion
Large ductile iron parts are prone to slag inclusion defects in the upper surface of the casting location and in some dead corners of the flow of molten iron, which can be solved by improvements in the smelting control and casting system. The pouring system form and parameter selection should ensure the smooth filling of the molten iron. For this reason, the area of each component of the pouring system and the pouring time should be calculated according to the principle that the inflow of the inner runner is slow and the casting is as fast as possible.
About the Author:
Zhang Junyong, Ningxia Sharing Group Co., Ltd., senior engineer, has long been engaged in casting quality control and technical management and research work.
Zhou Wenjun, Ningxia Sharing Group Co., Ltd.









